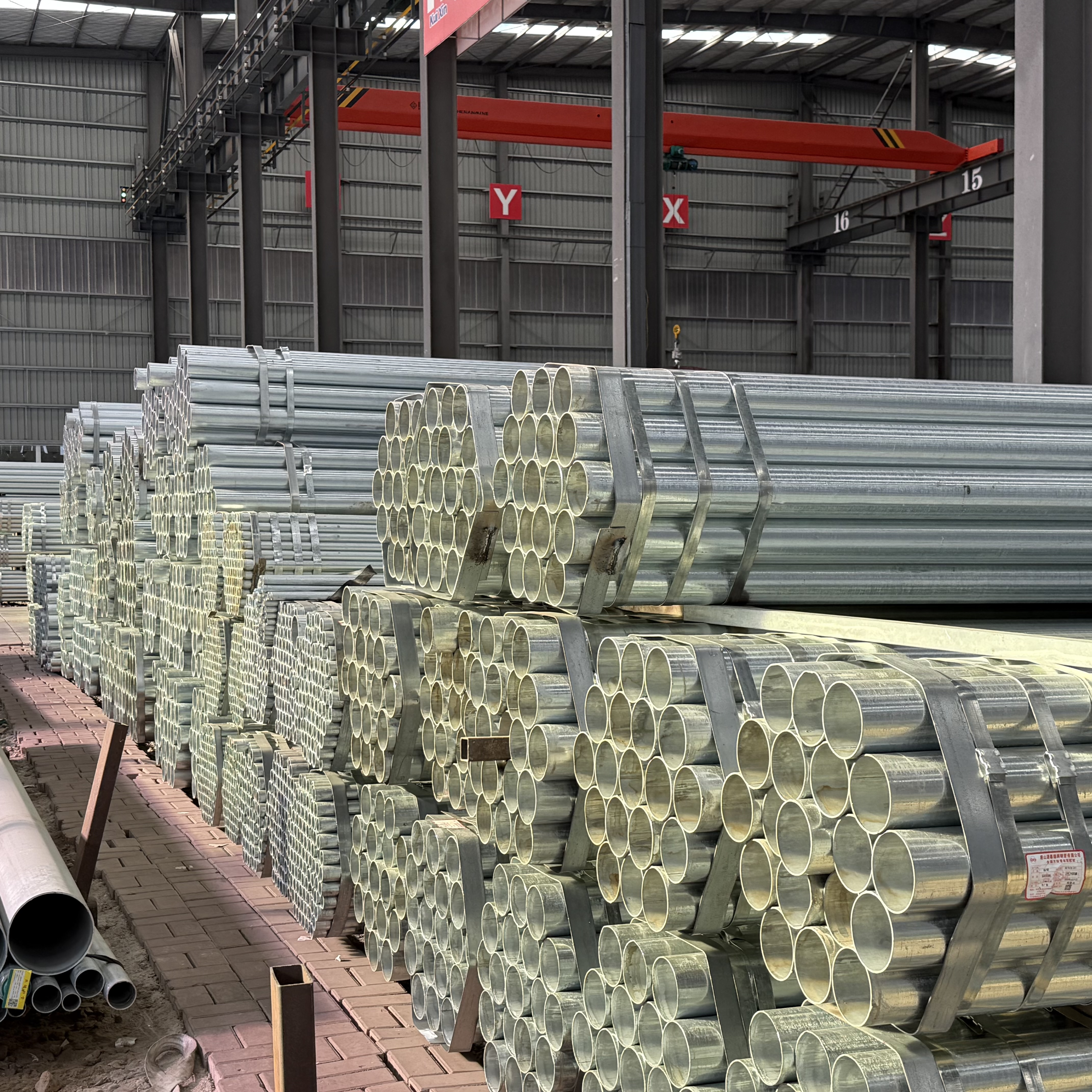




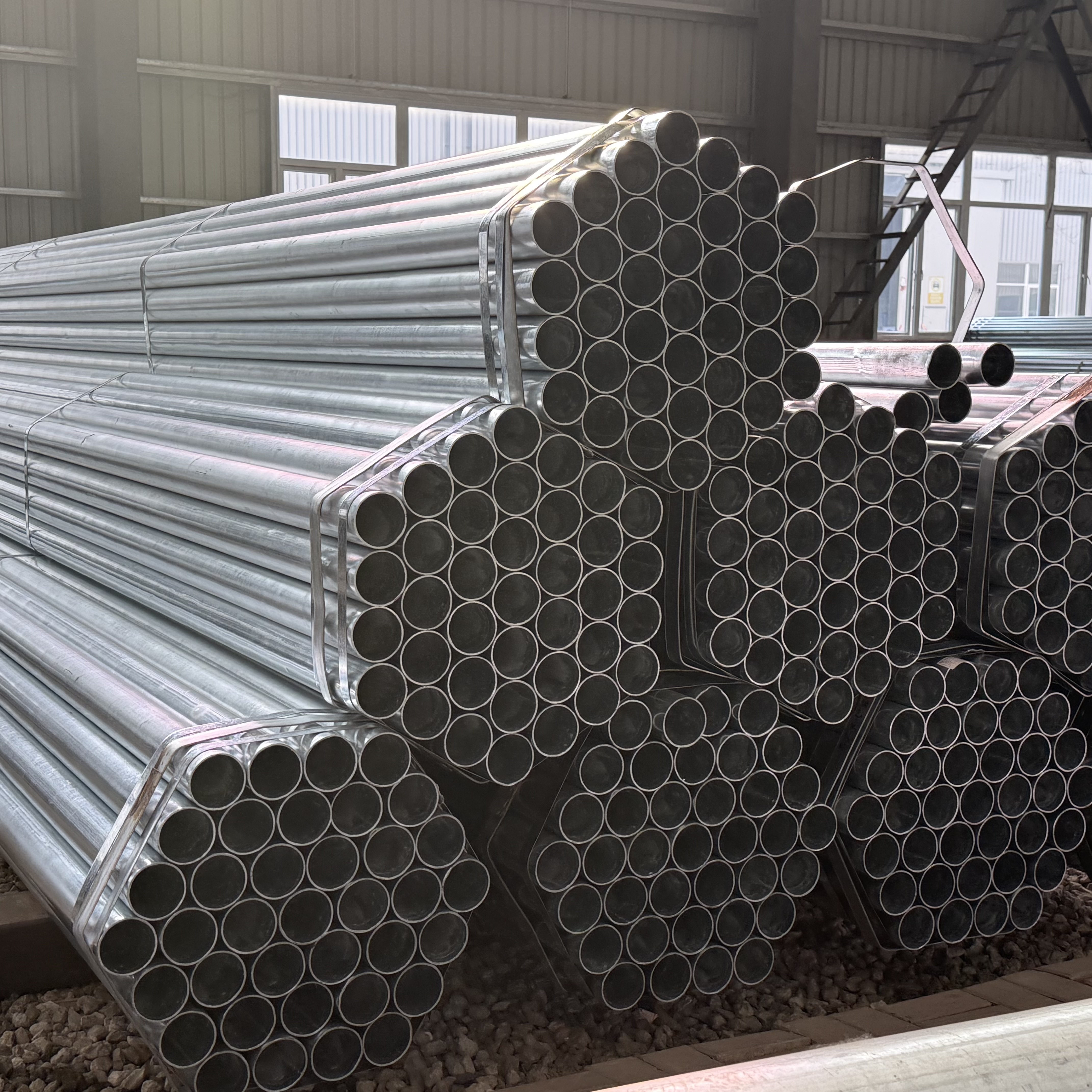
Tsementlangan bektiruvchi aylana nayv
Qiziq tsementlangan po'lat quvur — bu qotilgan ruxga po'lat quvurlarni botirish orqali hosil bo'lgan rux qoplamasi bilan ifodalanuvchi korrozionga chidamli po'lat quvurning bir turi bo'lib, u yuqori korroziyaga chidamli va mexanik mustahkamlikka ega. Uning asosiy afzalligi rux qoplamasi va po'lat quvur asosasi o'rtasida alloy qatlami hosil qilishda, xizmat muddatini keskin uzaytiradi. U keng qurilish, energiya, transport sohalarida qo'llaniladi.
Rux qoplamani tanlash
Mahsulotning qo'llanilishi
Galvanizlangan po'lat quvurlar ko'p funksiyali va chidamli bo'lib, qurilish, mebel, qishloq xo'jaligi hamda sanoat loyihalarida keng qo'llaniladi. Ular tuzilma va bezak maqsadlarida bir xil darajada mos keladi.



Raqobatbardosh afzalliklar

Yuqori Sifatli Asosiy Material
Turli sanoat sohalarida qo'llashga mos barqaror kimyoviy tarkib va mexanik xususiyatlarga ega bo'lgan g'ayrioddiy tanlangan uglerodli po'lat plitalardan ishlab chiqarilgan.

Qat'iy sifat nazorati
Har bir partiya yetkazib berishdan oldin kimyoviy tahlil, cho'zilish sinovlari va o'lchamlar tekshiruvi kabi tekshiruvlardan o'tadi.

Keng texnik xususiyatlar doirasi
Turli loyihalar va ishlov berish talablari uchun mos keladigan qalinliklar va kengliklarning keng doirasida mavjud.

A'lo darajadagi payvandlanuvchanlik
Optimal karbon miqdori qurilish jarayonida yaxshi payvandlanish va ishlov berish samaradorligini ta'minlaydi.
Ishlab chiqarish jarayoni
1. Po'lat ingot tayyorlash
Aralashmasiz po'lat quvur ishlab chiqarish uchun mos keladigan standartlarga muvofiq yuqori sifatli karbon po'lat yoki aralashma po'lat ingotlari tanlanadi. Ingotlarning kimyoviy tarkibi, ichki sifati va o'lchamlari nazorat qilinadi.
2. Isitish
Po'lat ingotlar dastlabki probka teshish va val'ts qilish uchun kerakli haroratgacha pechkada tekis isitiladi. To'g'ri isitish po'latning yaxshi plastikligini ta'minlaydi hamda keyingi bosqichlarda barqaror shakllanishni kafolatlaydi.
3. Teshish
Ishotilgan ingotlar probka hosil qilish uchun teshuvchi val'ts orqali teshiladi. Bu aralashmasiz po'lat quvur ishlab chiqarishdagi eng muhim bosqich bo'lib, quvurning ichki sifatiga bevosita ta'sir qiladi.
4. Val'ts qilish va o'lchamga keltirish
Bo'sh probkalar talab qilingan tashqi diametr va devor qalinligiga erishish uchun bir nechta val'ts mashinalaridan o'tkaziladi. O'lchamlarni aniqlashtirish yoki kamaytirish jarayonlari o'tkazilib, o'lchamlar aniq bo'lishi va devor qalinligi tekis bo'lishi ta'minlanadi.
5. Sovutish va to'g'rilash
Gildirab o'tkazgandan so'ng, payvandlanmagan quvurlar egilish va deformatsiyani bartaraf etish maqsadida sovutiladi va to'g'rilanadi, bu esa ularning to'g'ri chiziqli ravishda bo'lishini va sirtining yaxshi ko'rinishini ta'minlaydi.
6. Sirtini tayyorlash (galvanoplastikasdan oldingi tayyorgarlik)
Galvanoplastikadan oldin payvandlanmagan quvurlar sirtidagi ifloslantiruvchilarni va ruxsatlarni olib tashlash uchun moydan tozalash, kislotalash va oqizish jarayonlaridan o'tkaziladi. Bu rux qoplamasi bilan po'lat asos o'rtasidagi yopishishni yaxshilashni ta'minlaydi.
7. Issiq suyuq galvanoplastika
Tayyorlangan quvurlar suyuq ruxga to'liq submergiya qilinadi. Rux hamda po'lat orasidagi metallurgik reaktsiyalar tufayli quvurlarning ichki va tashqi sirtiga tekis, zich hamda mustahkam bog'langan rux qoplama hosil bo'ladi, natijada yuqori darajadagi korroziyaga chidamlilik ta'minlanadi.
8. Sovutish, passivlashtirish va nazorat
Cinklangandan so'ng, quvurlar sovutiladi va oqroq rust paydo bo'lish xavfini kamaytirish maqsadida passivlanadi. So'ngra o'lcham tekshiruvi, rux qoplamasi qalinligini o'lchash va sirt sifatini tekshirish kabilarni o'z ichiga olgan barcha to'liq tekshiruvlar o'tkaziladi.
9. Kesish, belgilash va paketlash
Tsementlangan aylanarang quvurlar talab qilingan uzunlikdagi bo'laklarga kesiladi, mijoz yoki standart talablarga muvofiq belgilanadi hamda yuk tashish uchun mustahkam bog'lanib, paketlanadi.