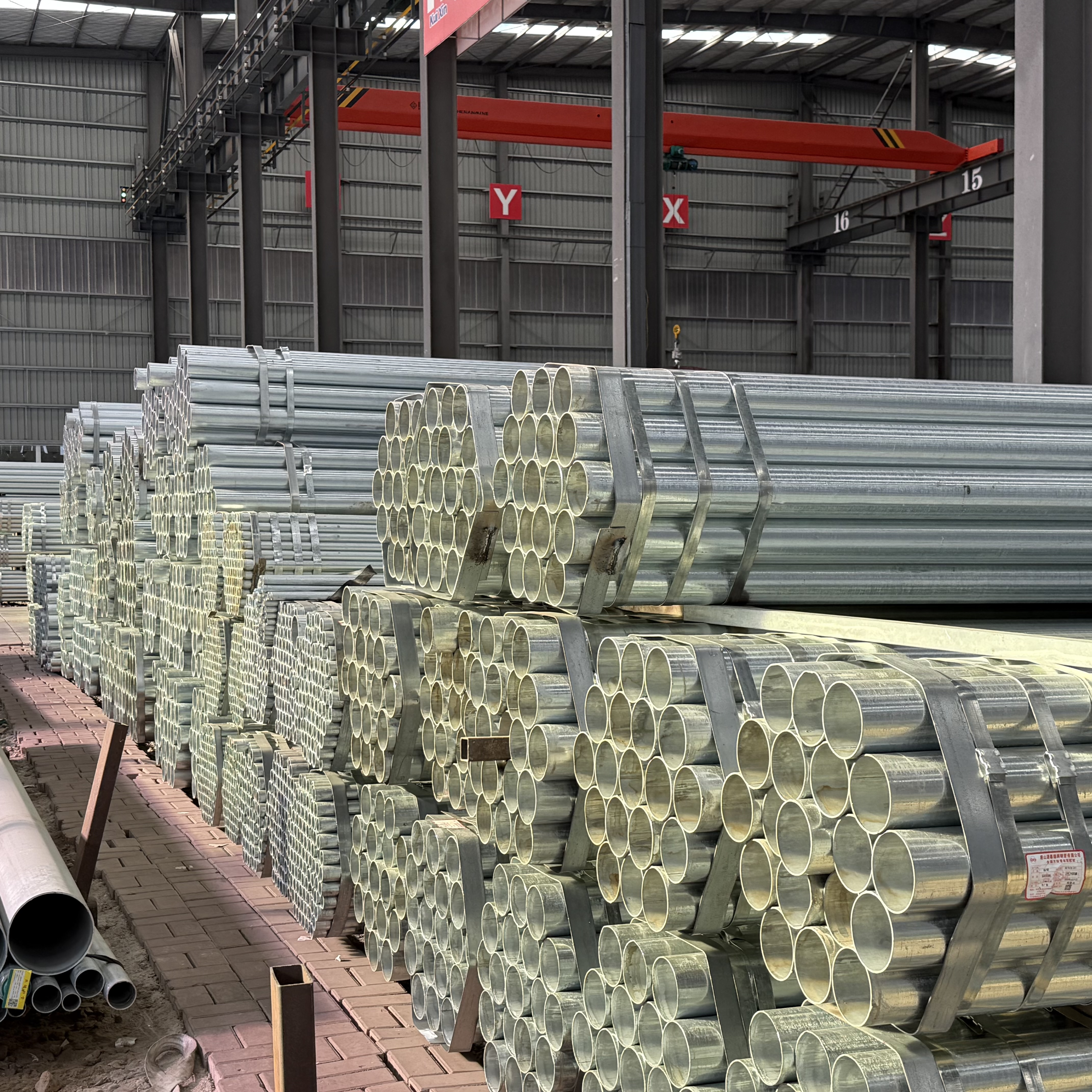




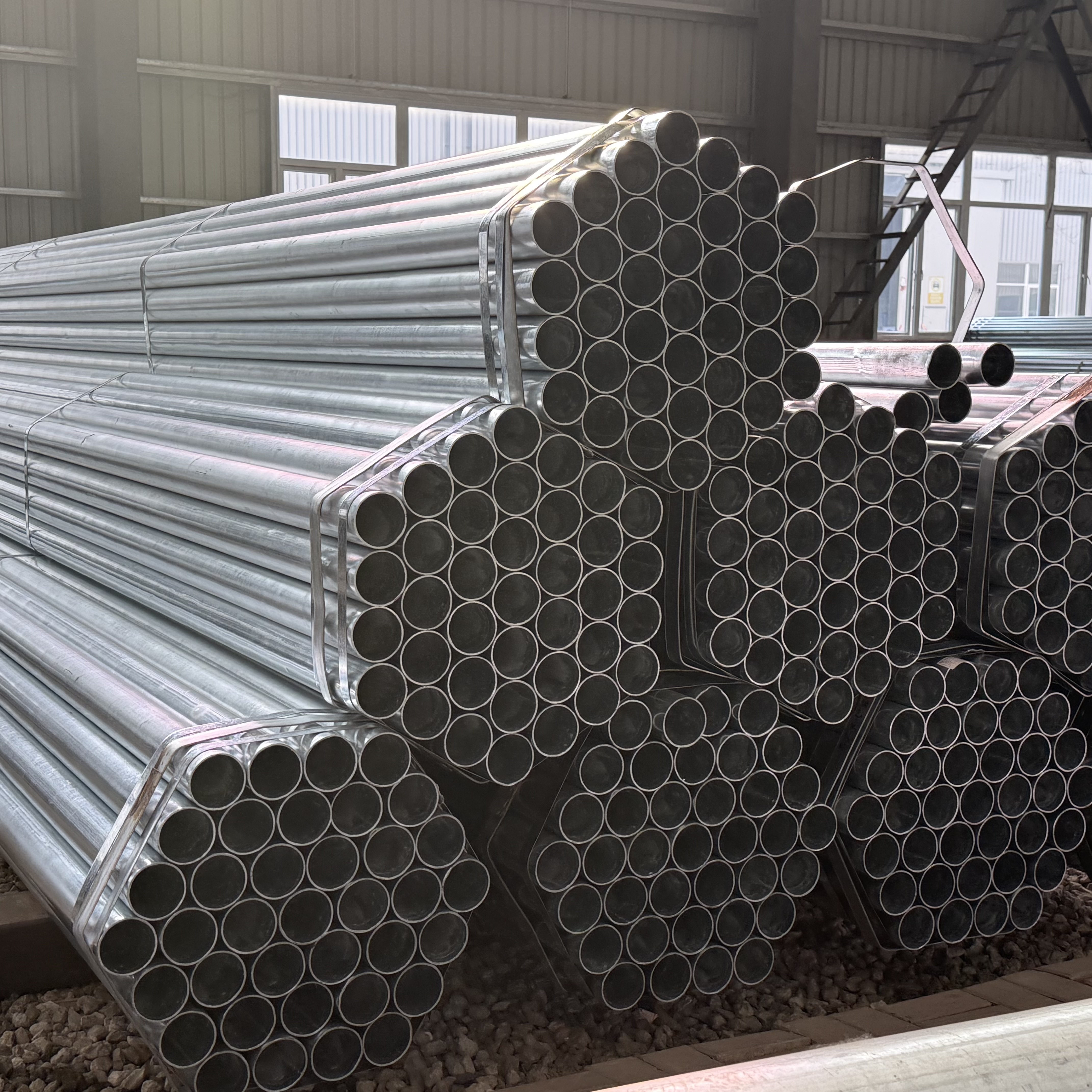
Tubus rotundus zincatus sine sutura
Ferrum zincatum per immersionem calidam est generis ferrum resistentis corrosioni formata per ferrum in zinco liquido tingendum ut tegeretur zinco, praebens excellentem resistentiam corrosioni et fortitudinem mechanicam. Praecipua eius praerogativa in formatione stratae alligatae inter zincum tectum et substratum tubi fers est, quod vitae eius durationem multum auget. Late in aedificiis, energia, transportis et aliis campis adhibetur.
Descriptio
Selectio zinci autumni
Applicatio Producti
Tubuli ex accipensibus galvanizatis versatiles sunt et durabiles, late utuntur in ædificatione, mobiliario, agricultura et operibus industrialibus. Optimi sunt tam ad usus structurales quam ad usus ornatus.



Virtutes Competitivae

Materies Prima Alta Qualitas
Ex lamminis ex acri acero selectis confectus, ut constans compositio chemica et praestantia mechanica ad varia usus industriales idonea sit.

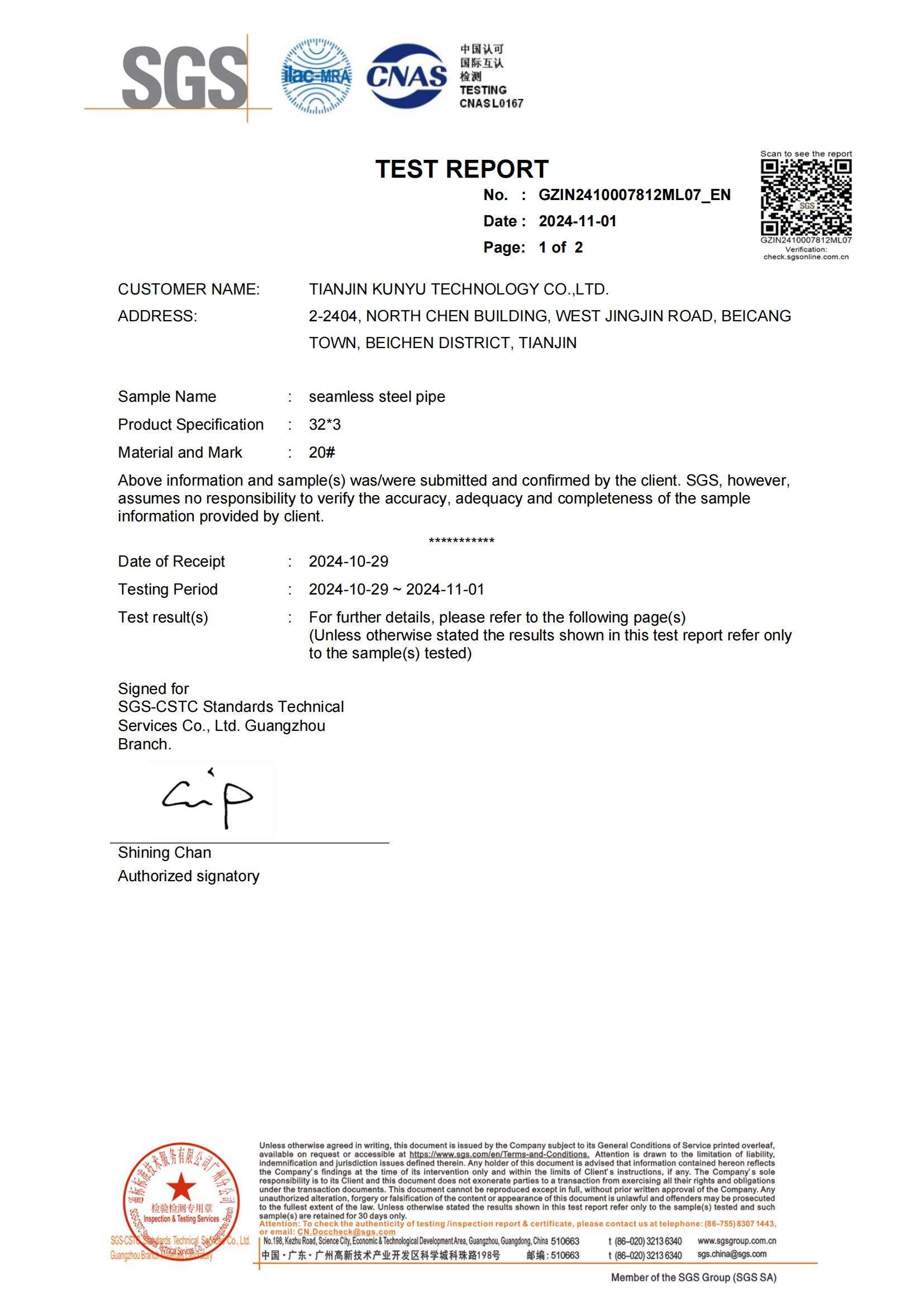
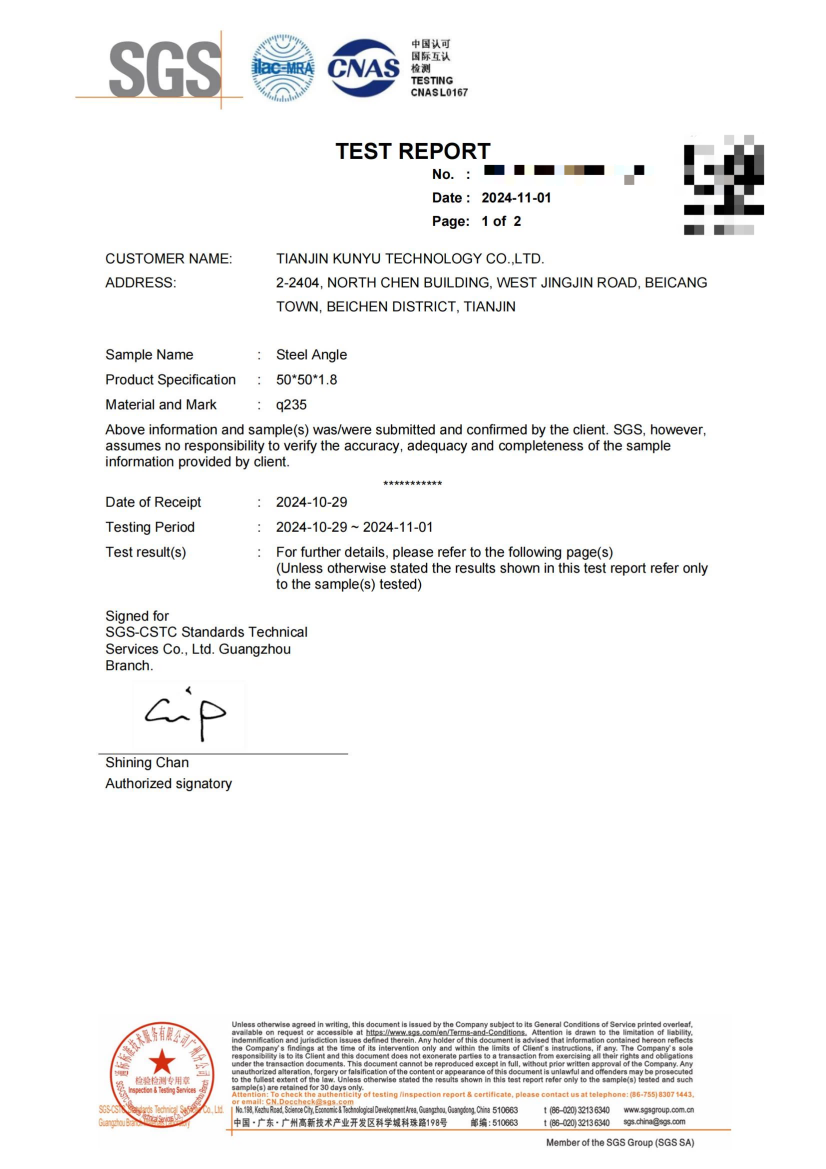
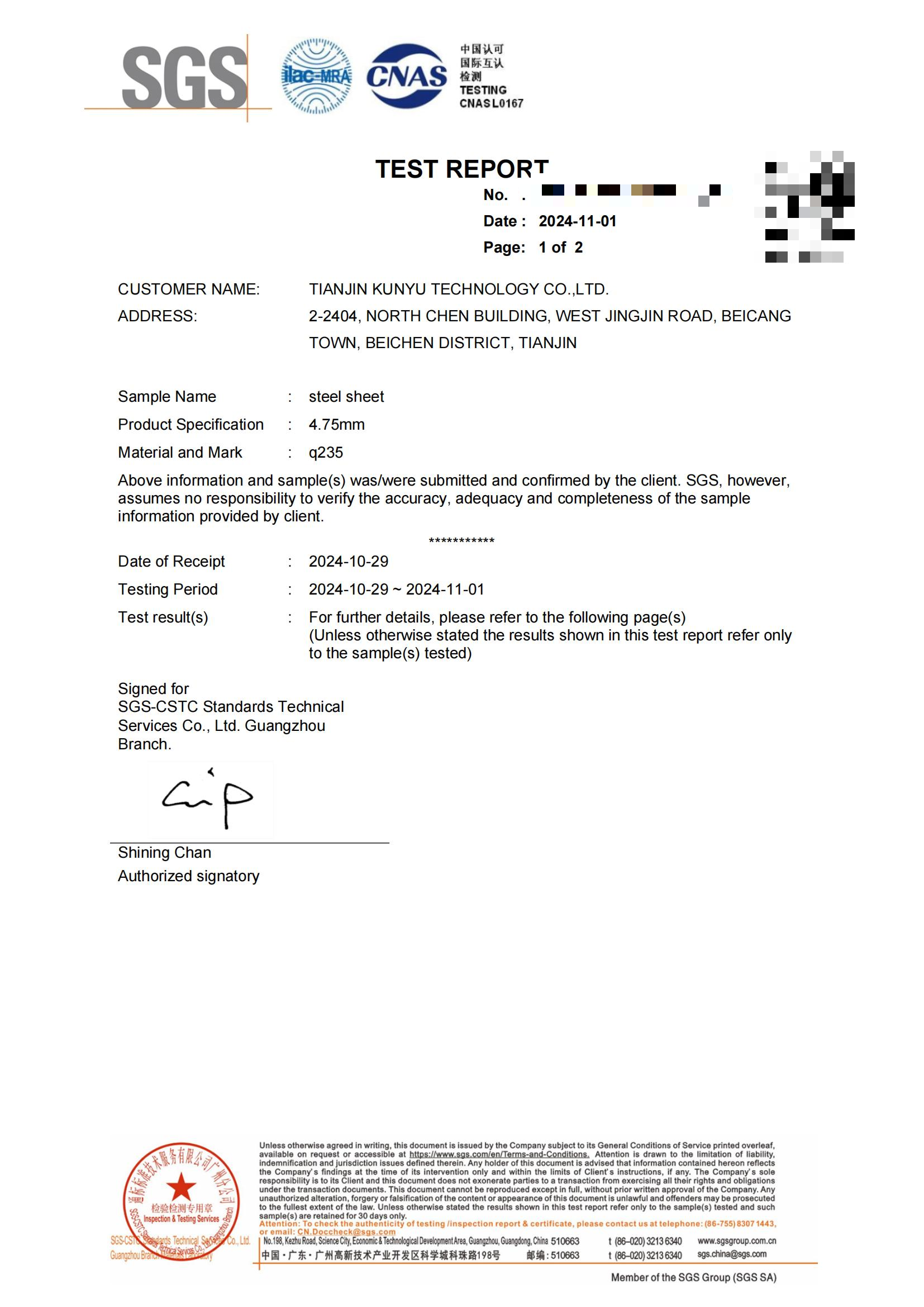
Qualitas stricte Imperium
Singulae partiones inspiciuntur, inter quas analysis chemica, experimentum tractionis, et verificatio dimensionum antequam mittantur.

Latus Specificatorum Orbis
Disponibilis est in latissimo intervallo crassitudinum et latitudinum, ut diversis proiectis et postulationibus elaborationis satisfiat.

Excellens soldabilitas
Contentio carbonis optima bonam saldabilitatem et praestantiam elaborationis in fabricando efficit.
Processus Fabricationis
1. Praeparatio Bigae Ferreae
Bigae ex ferro carboseo vel ex lega ferrea altae qualitatis eliguntur secundum normas applicabiles. Compositio chemica, sonitas interna et dimensiones bigarum inspiciuntur ut idoneitas ad productionem tuborum sine sutura firmetur.
2. Calefacio
Bigae ferreae uniformiter in fornace calefiunt ad temperaturam requiritam ad perforandum et volvendum. Calefactio recta bonam plasticitatem ferri praebet et formando stabili in processibus sequentibus.
3. Perforatio
Bigae calefactae a mola perforatrici perforantur ut conchae cavae fiant. Hoc est gradus criticus in fabricando tubis ferreis sine sutura et impactum directum habet in qualitate interna tubi.
4. Volvendo et Dimensionando
Conchae cavae per seriem molae volventium volvuntur ut diametros externos et crassitudines parietum requiritas consequantur. Processus dimensionandi aut minuendi adhibentur ut exactitudo dimensionalis et crassitudo parietum uniformis servantur.
5. Refrigeratio et Rectificatio
Post volvendum, tubi sine iunctura rudes rigescunt et rectificantur ut curvatio et deformatio tollantur, rectitudinem et speciem superficiemque idoneam servantibus.
6. Praeparatio Superficiei (Prae-Galvanizatio)
Antequam galvanizentur, tubi sine iunctura degurgitantur, acidulantur et fluxificantur ut contaminantes superficiales et oxida removeantur. Haec ratio adhaesionem optimam inter zinci tectorium et ferrum substratum efficit.
7. Galvanizatio per Immersionem Calidam
Tubi praeparati in zinco liquido penitus merguntur. Per reactiones metallurgicas inter zincum et ferrum, tectorium zinci uniforme, densum et firmiter adhaerens formatur tam in superficiebus internis quam externis tuborum, praebens protectionem corrosionem superiorem.
8. Refrigeratio, Passivatio et Inspectio
Post zincationem, tubi refriigantur et passivantur ut periculum rubiginis albae durante reposito et transportando minuatur. Tum inspectiones plenae fiunt, inclusis dimensionum examinationibus, mensura crassitudinis tegimenti zinci, et inspicione qualitatis superficiei.
9. Sectio, Notatio et Emballatio
Tubi sine iunctura zincati ad longitudines desideratas secantur, secundum petitiones clientium vel normas notantur, et firmiter conligantur et emballantur ad transportandum.