



لوله گرد فولادی بدون درز گالوانیزه
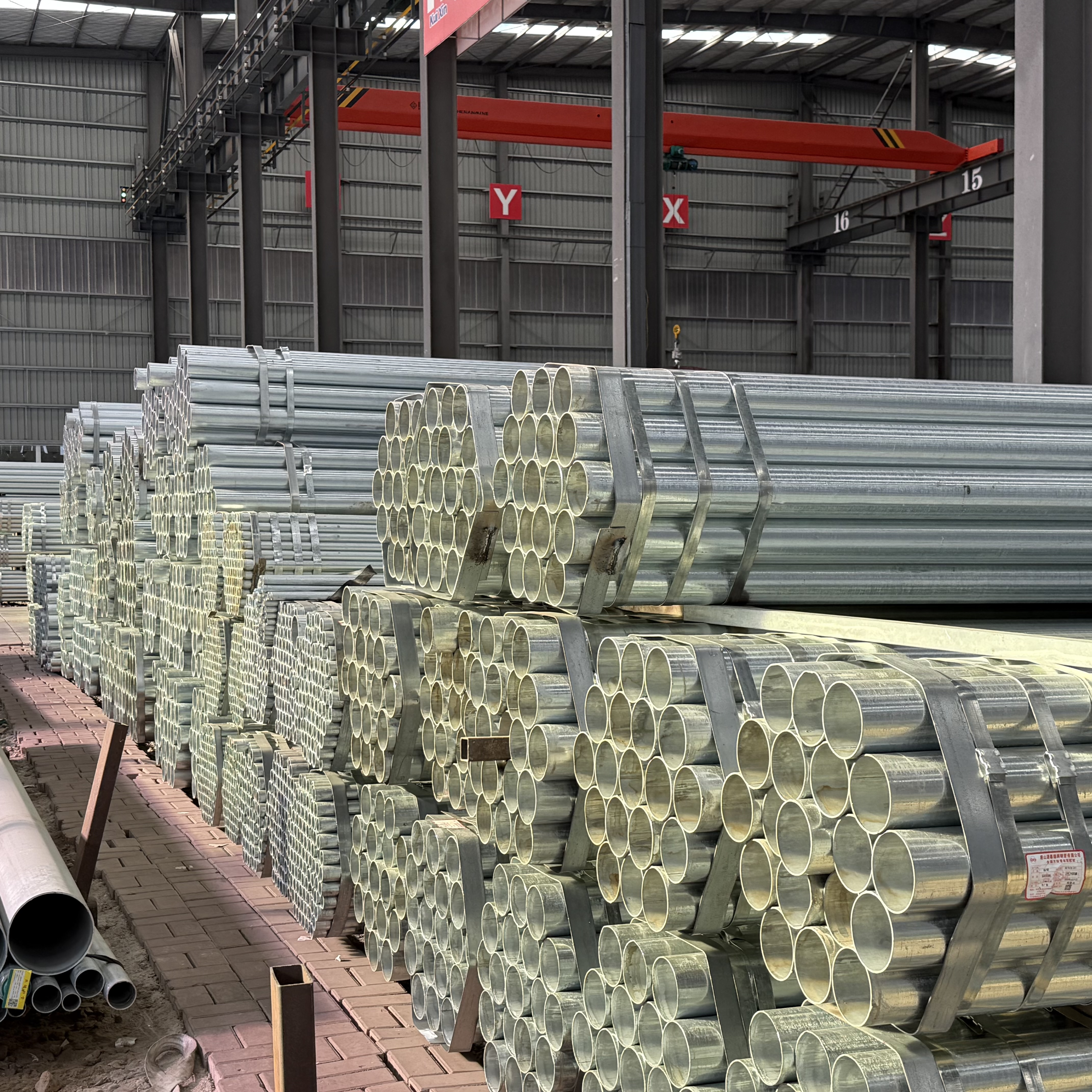
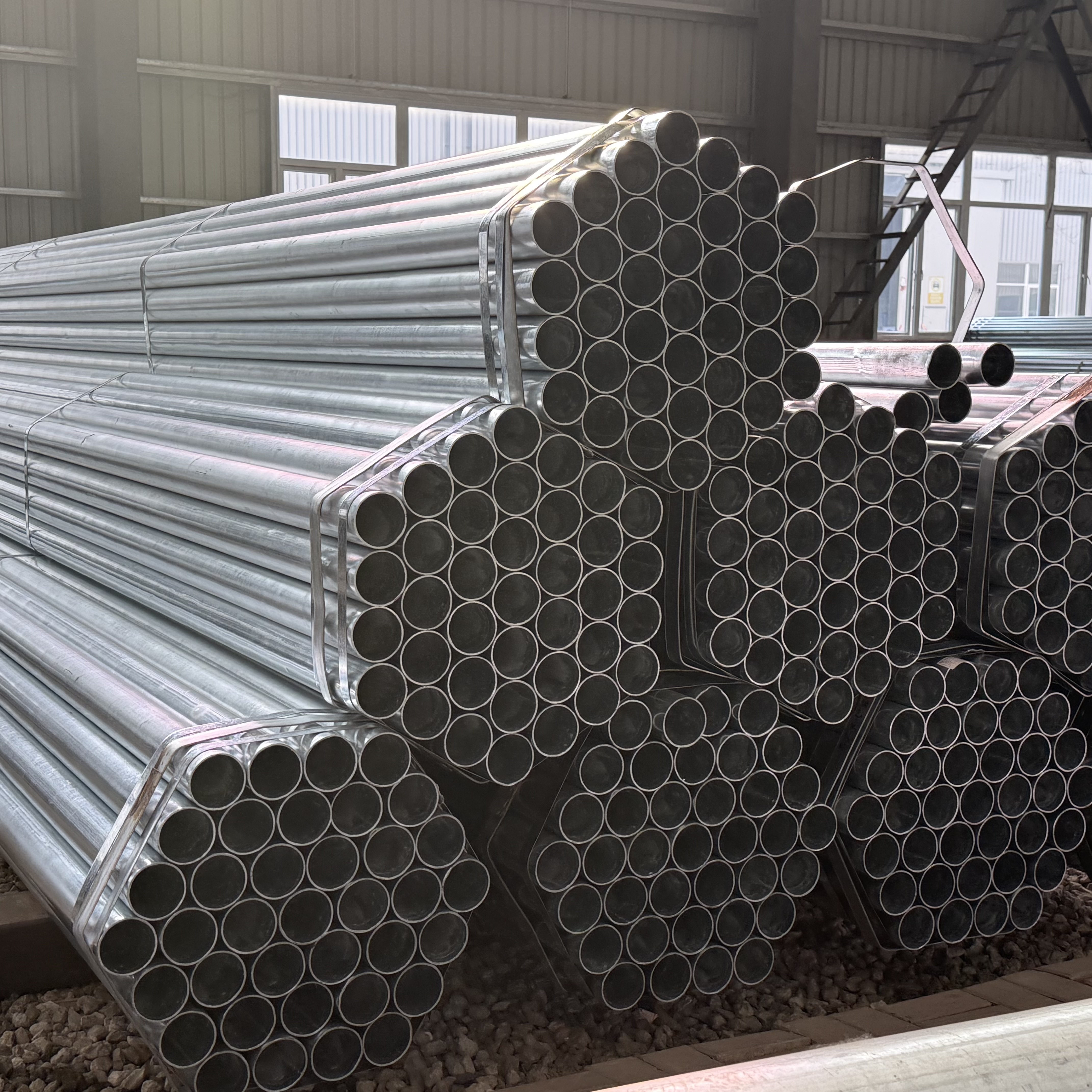
لوله فولادی گالوانیزه شده با دمای بالا نوعی لوله فولادی مقاوم در برابر خوردگی است که با فرو بردن لولههای فولادی در روی ذوب شده تشکیل میشود و پوششی از روی ایجاد میکند و دارای مقاومت عالی در برابر خوردگی و استحکام مکانیکی بالا است. مزیت اصلی آن تشکیل یک لایه آلیاژی بین پوشش روی و زمینه لوله فولادی است که به طور قابل توجهی عمر مفید آن را افزایش میدهد. این لوله به طور گسترده در ساختمان، انرژی، حمل و نقل و سایر زمینهها کاربرد دارد.
توضیحات
انتخاب پوشش روی
کاربرد محصول
لولههای فولادی گالوانیزه چندمنظوره و بادوام هستند و بهطور گستردهای در پروژههای ساختوساز، مبلمان، کشاورزی و صنعتی استفاده میشوند. این لولهها برای کاربردهای سازهای و تزئینی مناسباند.



مزیت های رقابتی

مواد اولیه با کیفیت بالا
این محصول از تختههای فولاد کربنی با دقت انتخابشده ساخته شده است تا ترکیب شیمیایی پایدار و عملکرد مکانیکی مناسبی برای کاربردهای مختلف صنعتی تضمین گردد.

کنترل کیفیت سختگیرانه
هر دستهبندی قبل از ارسال مورد بازرسی قرار میگیرد که شامل تحلیل شیمیایی، آزمون کششی و تأیید ابعادی است.

محدوده گسترده مشخصات
در محدوده وسیعی از ضخامتها و عرضها موجود است تا نیازهای مختلف پروژه و پردازش را برآورده سازد.

قابلیت جوشابی عالی
محتوای کربن بهینهشده، جوشپذیری خوب و عملکرد مناسب در فرآیند ساخت را تضمین میکند.
فرآیند تولید
۱. آمادهسازی بیلت فولادی
بیلتهای فولاد کربنی یا آلیاژی با کیفیت مطابق استانداردهای مربوطه انتخاب میشوند. ترکیب شیمیایی، سلامت داخلی و ابعاد بیلتها بررسی میشود تا از مناسب بودن آنها برای تولید لوله بدون درز اطمینان حاصل شود.
۲. گرم کردن
بیلتهای فولادی در کوره گرمایشی بهصورت یکنواخت تا دمای مورد نیاز برای سوراخکاری و نورد گرم میشوند. گرمایش مناسب، انعطافپذیری خوب فولاد و شکلدهی پایدار در مراحل بعدی را تضمین میکند.
۳. سوراخکاری
بیلتهای گرمشده توسط ماشین سوراخکاری به صورت غلافهای توخالی درمیآیند. این مرحله یکی از مراحل حیاتی در تولید لوله فولادی بدون درز است و تأثیر مستقیمی بر کیفیت داخلی لوله دارد.
۴. نورد و تنظیم ابعاد
غلافهای توخالی از طریق مجموعهای از نوردکارخانهها عبور داده میشوند تا قطر خارجی و ضخامت دیواره مورد نیاز حاصل شود. فرآیندهای کالیبرکاری یا کاهش ابعاد برای تضمین دقت ابعادی و یکنواختی ضخامت دیواره اعمال میشوند.
۵. خنککاری و صافکاری
پس از نورد، لولههای بدون درز خنک و صاف میشوند تا انحنا و تغییر شکل حذف شود و صافی مناسب و ظاهر سطح تضمین گردد.
6. آمادهسازی سطح (پیشتیمار رویکاری)
قبل از رویکاری، لولههای بدون درز عملیات چربیزدایی، اسیدشویی و جریاندهی را برای حذف آلایندهها و اکسیدهای سطحی طی میکنند. این فرآیند چسبندگی عالی بین پوشش روی و زیرلایه فولادی را تضمین میکند.
7. رویکاری غوطهوری گرم
لولههای آمادهشده بهطور کامل در روی مذاب غوطهور میشوند. از طریق واکنشهای متالورژیکی بین روی و فولاد، پوششی یکنواخت، متراکم و محکم به روی هر دو سطح داخلی و خارجی لولهها تشکیل میشود که حفاظت عالی در برابر خوردگی فراهم میکند.
8. خنککاری، پسیویتهکاری و بازرسی
پس از رویاندودی، لولهها خنک شده و پسیویت شده تا خطر زنگ سفید در حین نگهداری و حملونقل کاهش یابد. سپس بازرسیهای جامعی انجام میشود که شامل بررسی ابعاد، اندازهگیری ضخامت پوشش روی و بازرسی کیفیت سطح میشود.
9. برش، علامتگذاری و بستهبندی
لولههای بدون درز گالوانیزه به طولهای مورد نیاز برش داده میشوند، بر اساس الزامات مشتری یا استاندارد علامتگذاری میشوند و بهصورت ایمن بستهبندی و بستهبندی میشوند تا برای حمل آماده شوند.