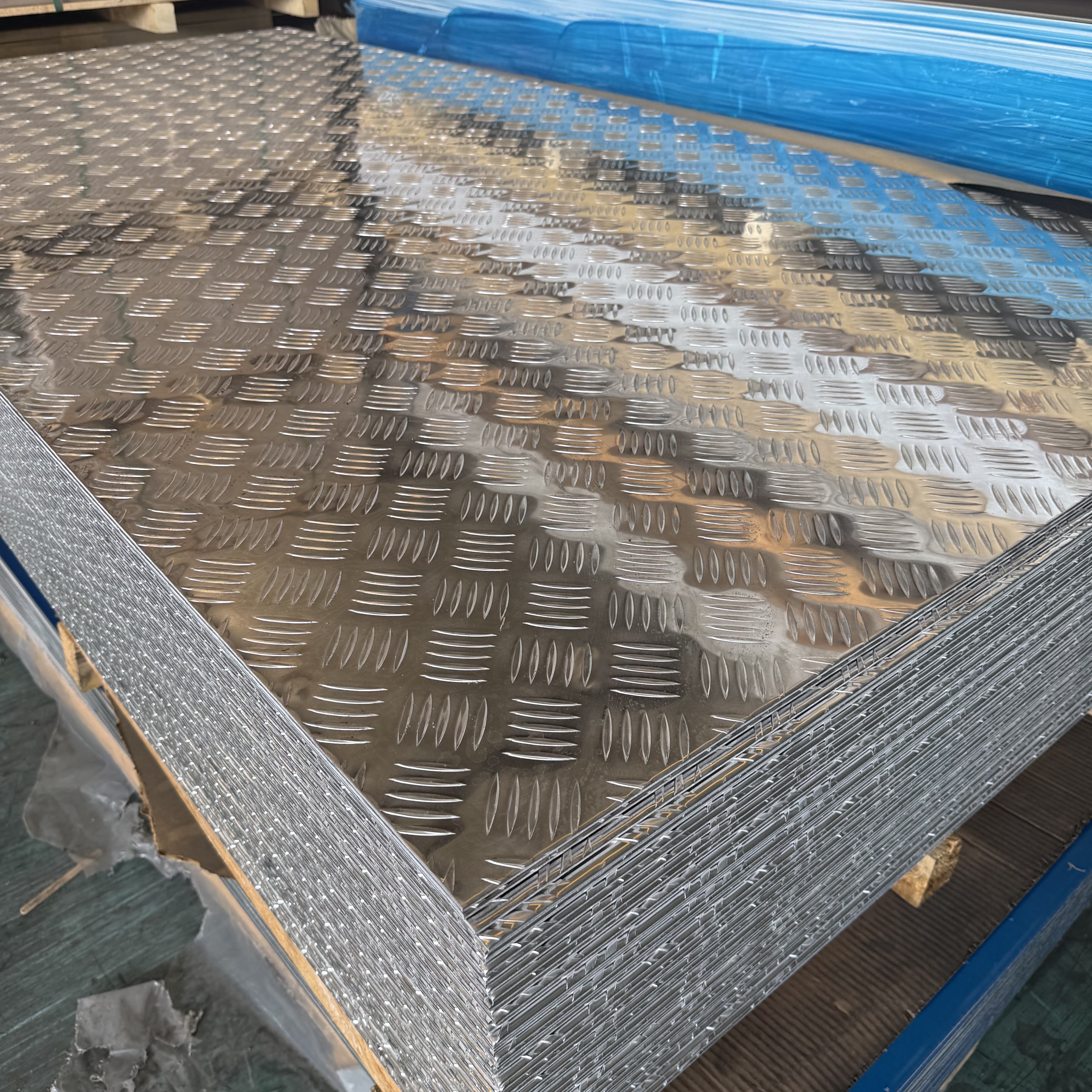
Აღწერა
Პროდუქტის სახელი |
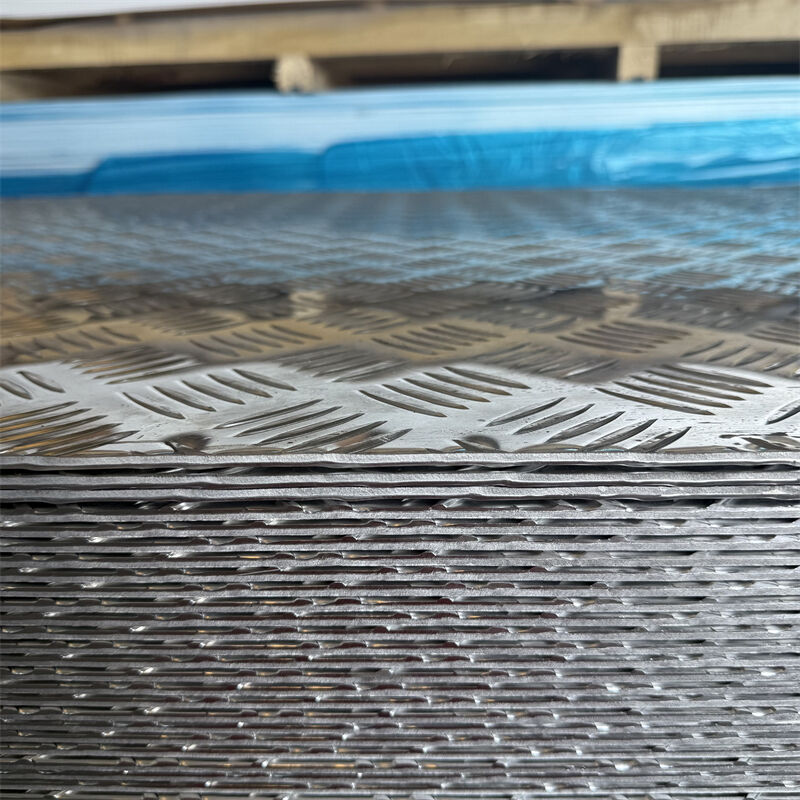
Ალუმინის მონატადი ფურცელი |
Სტანდარტი |
GB ASTM JIS SS DIN EN |
Სისქე |
3,0 მმ |
Ფორმა |
rectangle |
Დამუშავების მეთოდი |
ცხელწვეთი;გრილწვეთი |
Მასალა |
Ალუმინის ფერცხვა |
Ზედაპირი |
Სახარის და სამალი და შეღებვა. |
Მინიმალური შეკვეთის რაოდენობა |
1 ტონა |
Პროდუქტის ბიზნეს პირობები
|
Მინიმალური შეკვეთის რაოდენობა: |
1 ტონა |
|
Ფასი: |
2774-2884/ტონა |
|
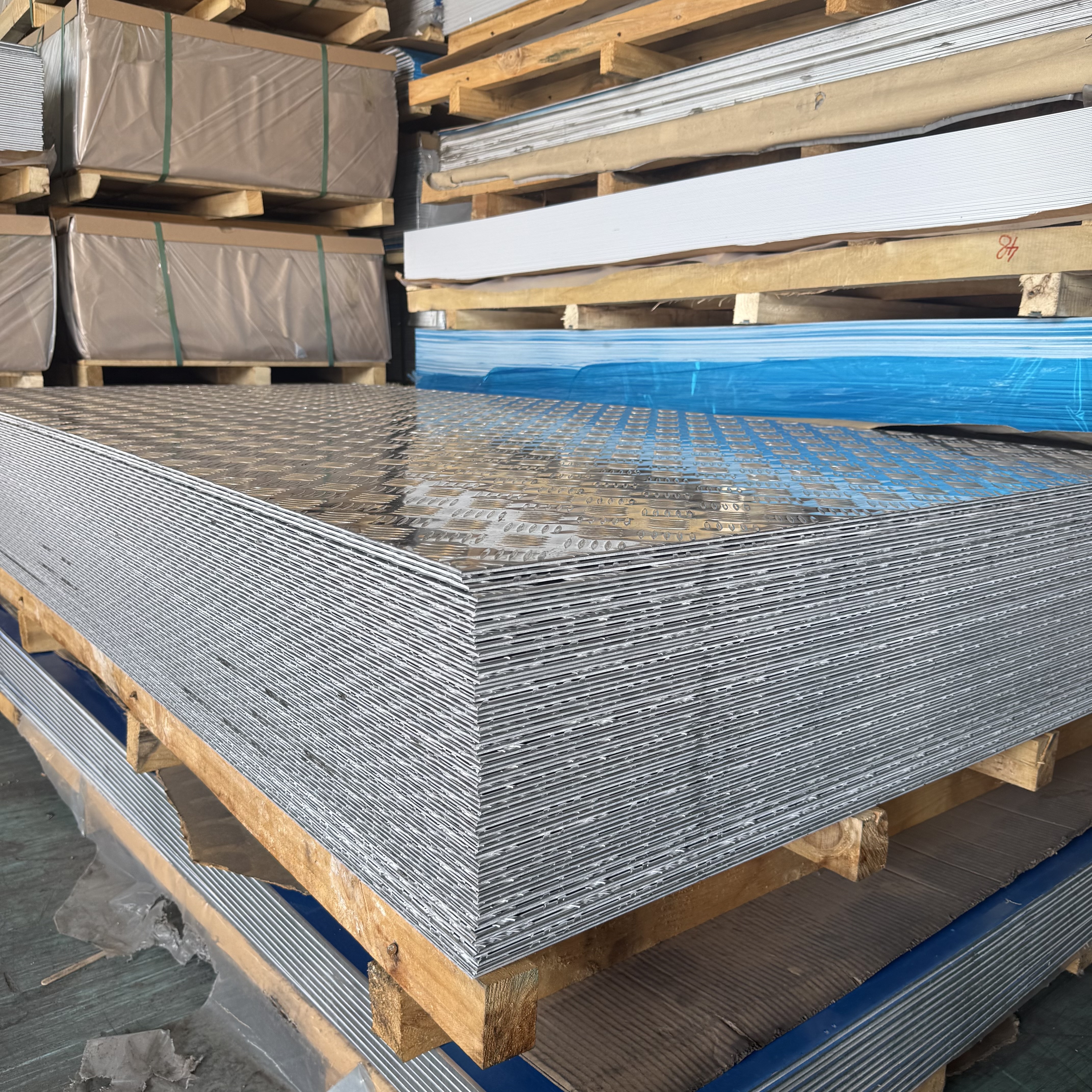
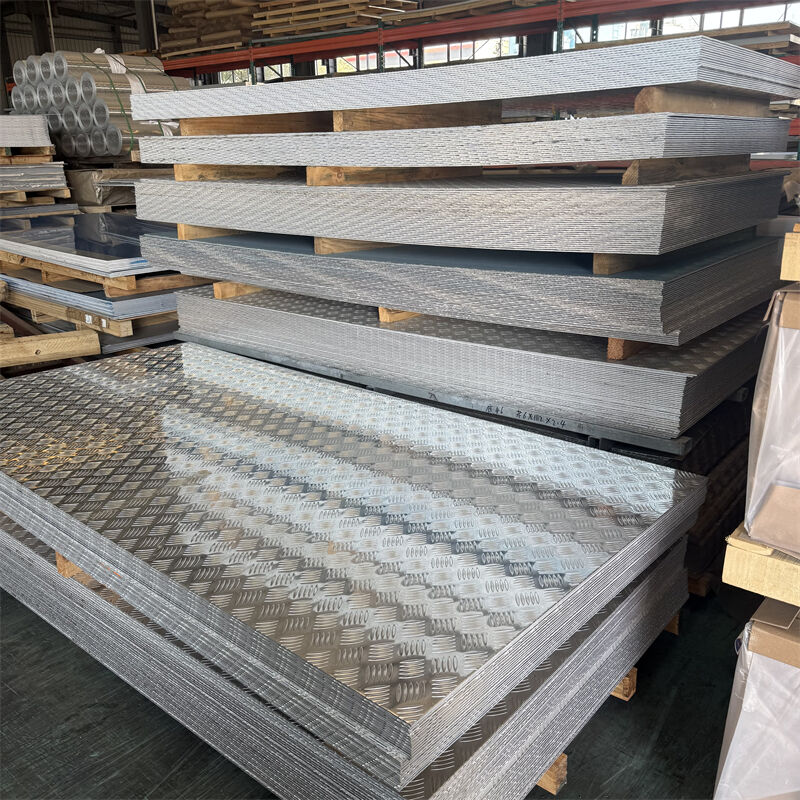
Შეფუთვის დეტალები: |
Სტანდარტული საზღვაო შეფუთვა |
|
Მიწოდების დრო: |
15-21 დღე |
Პროდუქტის სპეციფიკაციები
| Სტანდარტები | ASTM B209, JIS H4000-2006, GB/T 3190-2008, GB/T 3880-2006 და ა.შ. |
| Ხარისხი | Ცხელი გაყიდვები: 1060, 1100, 2024, 3003, 3004, 3105, 4043, 4047, 5005, 5051, 5052, 5053, 5056, 5058, 5251, 5454, 5754, 6061, 6063, 6082, |
| 1000 სერია: 1060, 1050, 1100, 1070 | |
| 2000 სერია: 2024, 2A12, 2017, 2014, 2A11, 2A14 | |
| 3000 სერია: 3003, 3004, 3105, 3104, 3A21, 3005, 3M03 | |
| 5000 სერია: 5052, 5083, 5182, 5754, 5A03, 5454, 5A06, 5005, 5252, 5086, 5A02, 5A05, 5052A, 5059, 5052B, 5M52, 5M49 | |
| 6000 სერია: 6061, 6063, 6082, 6005, 6101, 6060, 6005A | |
| 7000 სერია: 7075, 7005, 7050, 7A09, 7A04 | |
| Ტემპერატურა | T1-T8,O-H112 |
| Ტექნოლოგია | Ცხელი გადამუშავება (DC), ცივი გადამუშავება (CC), დაწევა |
| Სისქე | 0.2-300 მმ ან მორგებული საჭიროების შემთხვევაში |
| Სიგანე | 10-3500 მმ ან საჭიროების დამოკიდებულებით მორგებული |
| Სი⚗📐Türkiye | 2000 მმ, 2440 მმ, 6000 მმ ან საჭიროების დამოკიდებულებით მორგებული |
| Ზედაპირი | Ნათელი, პოლირებული, ბრტყელი, სახატი, ქვიშის დამუშავება, უჯრედული, რელიეფული, გრავირება და ა.შ. |
| Პაკეტი | Სტანდარტული ექსპორტის შეფუთვა, მაგალითად ხის ყუთი ან საჭიროების დამოკიდებულებით |
Დამუშავების ტექნიკა
Მასალების მომზადება
Აირჩევა სახიფათო საწყისი მასალა, როგორც წესი იგი იმყოფება როლიკების ან წინასწარ მოჭრილი ალუმინის ფურცლების სახით.
Საშუალედი გადის გასუფთავებისა და დამუშავების პროცესზე (მაგ., ზეთის ამოღება, მჟავით დამუშავება), რათა უზრუნველყოფილ იქნას მისი ზედაპირის სრული სისუფთავე, ზეთის ლაქებისა და ოქსიდებისგან თავისუფალი. ეს ნაბიჯი აუცილებელია შემდგომი რელიეფული დამუშავების ხარისხის უზრუნველსაყოფად.
Რელიეფული / ნახატის გადატანა
Გასუფთავებული ლითონის ფურცელი გადის ზემოთა და ქვემოთა როლიკების წყვილზე, რომლებზეც მოცემულია ერთმანეთს შესაბამისი პოზიტიური და ნეგატიური ნახატები.
Მნიშვნელოვანი წნევის ქვეშ როლიკებზე არსებული ნახატები სრულიად და მუდმივად იქნება დატანილი ლითონის ზედაპირზე. ეს პროცესი შესაძლებელია განხორციელდეს საშუალედო ტემპერატურაზე (ცივი როლიკი) ან გახურვით (ცხელი როლიკი, ნაკლებად გავრცელებული).
Შემდგომი გამოსაобработვლები
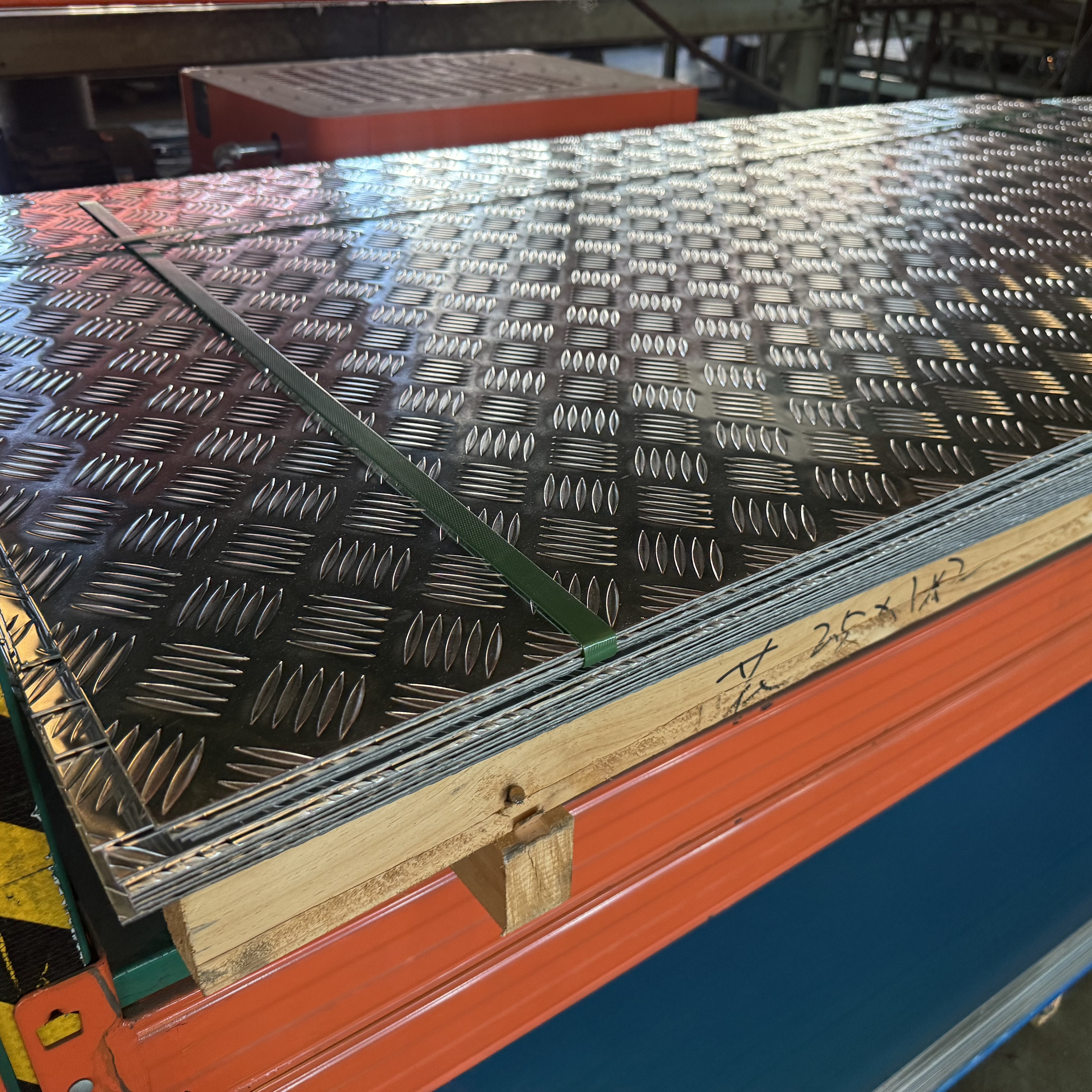
Გასწორება: რელიეფული ფურცელი შეიძლება გამოავლინოს ზოგიერთი მრუდები და საჭიროა გასწორება გასწორების მანქანის გამოყენებით.
Დაჭრა: უწყვეტი კოილები დაჭრილია ფურცლებად მითითებული ზომებით შეკვეთის მოთხოვნების შესაბამისად.
Ზედაპირის დამუშავება (არასავალდებულო): საჭიროების დამოკიდებულებით, რელიეფული ფურცლები შეიძლება გაიაროს პროცესები, როგორიცაა საღებავის გახსნა, ელექტროლიზური დალექვა, ანოდირება (ალუმინის ფურცლებისთვის) ან ცინკის დალექვა კოროზიის მიმართ მდგრადობის, ესთეტიკური მახასიათებლების ან სპეციფიკური ფერების მისაღებად.
Კონკურენტული უპირატესობა
-
Სხვადასხვა ზედაპირის დამუშავება
Სთავაზობს სხვადასხვა ვარიანტს, როგორიცაა ანოდირება, საღებავის გახსნა და ა.შ., რაც აუმჯობესებს როგორც ესთეტიკურ მახასიათებლებს, ასევე სიმაგრეს; 100% გამეორებითი გადამუშავება, რაც შეესაბამება გარემოს დაცვის პრინციპებს.
-

Მსუბუქი პროდუქტი
Ამცირებს ტრანსპორტირებისა და დაყენების ხარჯებს, ასევე აუმჯობესებს ენერგოსაშუალებებს.
-
Ხანგრძლივი მოქმედების ხანგრძლივობა
Მინიმალური მოვლა-შენარჩუნება: საჭიროებს მცირე ან საერთოდ არანაირ მოვლას და შენარჩუნებას, რაც ხდის მას ხანგრძლივად გამოყენებას შესაძლებელს მკაცრ გარემოში, როგორიცაა სანაპირო ზონები და ქიმიური დამუშავების საშუალებები.
-

Მოქნილი და ეფექტური წარმოება
Მარტივად იკვეთება, იტეხება და ისტამპება, რამაც შესაძლებელი ხდება ეფექტურად მოერგოს რთულ ფორმებს და მორგებულ მოთხოვნებს.